









Fotogalerie

Vysoký obsah vlhkosti v polymeru může mít negativní vliv i na vizuální kvalitu výsledného produktu. Vlhkost přítomná v polymerním granulátu při zpracování může způsobit tvorbu bublinek vodní páry v tavenině, které následně praskají a zhoršují kvalitu výsledného materiálu (vznik povrchových nerovností, vnitřních bublin, vlhkostního stříbření). Je proto velmi důležité dodržovat postupy při manipulaci s granulátem polymeru, aby se, pokud je to možné, zamezilo kontaktu materiálu s vlhkým vzduchem, případně s vodou.
Fotogalerie

Jedním z nejznámějších hygroskopických materiálů je Polyester PET, který je během zpracování a při testování ovlivňován obsahem vlhkosti. Reakce hydrolýzy je rozkladní reakce, vlhkost tedy může vést k degradaci materiálu a k viditelnému zvýšení indexu toku taveniny.
Důvod, proč tomu tak je:
- Viskozita polymerů je funkcí Mr (relativní molekulová hmotnost) polymeru. Se snižující se Mr polymeru, tedy i snižující se délkou řetězců, dochází ke snižování viskozity polymeru a hodnoty Indexu toku taveniny jsou vyšší.
Fotogalerie
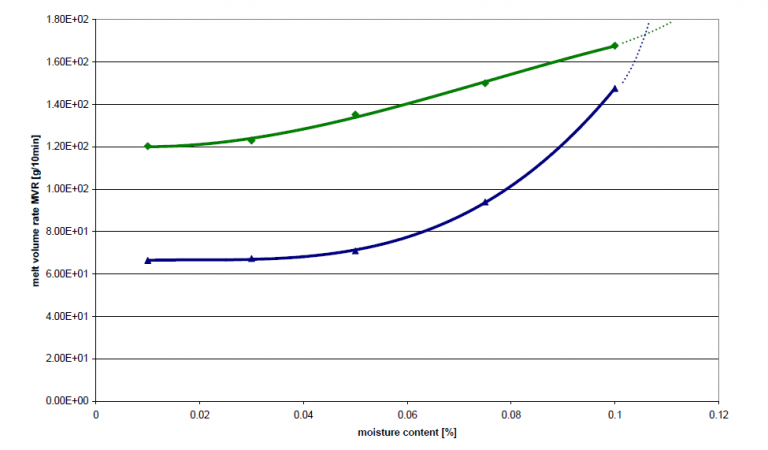
Představu o vlivu vlhkosti na index taveniny získáme pomocí grafu (vlevo), který ukazuje typické závislosti MVR na obsahu vlhkosti pro dvě komerční třídy PET. Při nižším obsahu vlhkosti jeden materiál dosáhne rovnovážnou hladinu indexu toku taveniny pod 0,035 %, zatímco druhý stále vykazuje mírnou změnu při nižším obsahu vlhkosti a rovnováha se dosahuje pod 0,02 %. Obecně hodnota MVR v závislosti na vlhkosti stoupá se zvyšujícím se obsahem vlhkosti. Dostupné zdroje uvádějí vliv hydrolýzy na biodegradovatelný polymer PHB, jehož hodnota ITT před hydrolýzou byla (21,0 ± 2,2) cm3 / 10 min a po ukončení hydrolýzy, která trvala 60 h, byla hodnota ITT (229 ± 9) cm3/ 10 min. Hodnota MVR se v průběhu hydrolytické degradace zvýšila více než 10 násobně, což indikuje výrazné snížení Mr.
Při reologických zkouškách polymerů je proto nezbytná správná příprava. Výsledek zkoušky má vliv zejména na materiály, které jsou citlivé na vlhkost. Pro dostatečné sušení je důležitá volba správné sušící pece. Na sušení plastů před jejich zpracováním se nejčastěji používá technologie sušení suchým vzduchem, pec s recirkulací vzduchu nebo vakuové zařízení. Na zkrácení doby sušení a zlepšení proudění lze použít proud dusíku. Vedle výběru vhodné pece mají zásadní význam čas a teplota. Teplota sušení PA nebo ABS je obvykle 80 °C, 100 °C pro PC a 120 - 160 °C pro PET. Doba sušení závisí na použité peci, ve vakuových zařízeních to zpravidla vyžaduje dvojnásobek času než v peci proplachované dusíkem nebo v peci s cirkulujícím vzduchem. Typicky (v závislosti na materiálu) je doba sušení ve vakuové peci asi 8 až 12 hodin. Správné hodnoty teploty a času jsou uvedeny ve specifickém materiálovém listu dodavatele.
Nabídku plastometrů pro měření indexu toku taveniny najdete ZDE.